Kako kakovostna MIG varilna žica pripomore k zmanjšanju stroškov v varilni industriji
Ker je varjenje za veliko podjetij danes glavna dejavnost, je eden prvih ciljev za uspešno poslovanje zmanjševanje stroškov. Mnogi so mnenja, da so najbolj pomembna komponenta pri varčevanju cenovno ugodni varilni aparati. Posledično pa tako zmotno mislijo, da bo prehod na nižjo ceno žice MIG prispeval k boljši bilanci. V praksi pa lahko MIG varilna žica slabše kakovosti povzroči dodatne stroške, ki se pojavijo pri aktivnostih pred in po varjenju. Npr.
- rezanje,
- oblikovanje,
- priprava površin in fug,
- predgrevanje,
- čiščenje,
- lepljenje,
- brušenje in
- barvanje.
Izbira kakovostne žice MIG je ključnega pomena. Ker se vedno več podjetij preusmerja v robotiko, bo kakovostna žica za varjenje MIG zagotavljala natančnost namestitve žice in doslednost zvara. Zaradi tega bo obdelava precej manj težavna.
Kazalo
Pogoste napake pri izbiri žice MIG in kako se jim izogniti
Najpogostejši vrsti MIG žice za varjenje blagega jekla sta
- ER70S-3 in
- ER70S-6.
Ti žici sta zasnovani tako, da ustrezata minimalnim zahtevam natezne trdnosti 70.000 psi. Katera pa je najboljša za določeno aplikacijo?
- ER70S-3 se običajno uporablja na čistem osnovnem materialu, ki mora biti brez olja in rje. Prav tako je najboljša izbira, če se želite izogniti silicijevim »otočkom«, ki se včasih lahko tvorijo na vrhu zvara in mu dajejo “steklen” videz. Barva, nanesena na silikonski »otoček, se lahko kasneje odlepi. Poleg tega lahko pri varjenju z večkratnim prehodom na rentgenskem žarku zaznamo silicijev »otoček« kot del žlindre. Takšne napake lahko zahtevajo drago predelavo.
- Žica ER70S-6 je primerna za varjenje na plošči, ki ima vodni kamen ali površinske nečistoče, saj le-ta vključuje ustrezen antioksidant za boj proti tem težavam. Ta absorbira kisik, tako da izhlapi v lok ali nastane kot oksid. ER70S-6 je tudi boljša za lažji prehod zvara na osnovno kovino.
Kakovostna MIG varilna žica je ključnega pomena pedvsem pri robotskem varjenju.
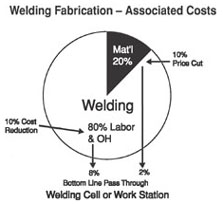
Stroški pri varjenju.
MIG varilna žica glede na vrsto jekla
- HSLA (nizko legirana jekla) postajajo vse bolj priljubljena za izdelavo v mnogih panogah.
- Poleg tega AHSS (napredno visoko trdno jeklo) dobiva zagon v avtomobilski industriji, kjer zmanjšanje teže postaja prednostna naloga.
Študije (1) so pokazale, da povečanje trdnosti navadnih kovin pri AHSS omogoča, da je varilna trdnost bolj dovzetna za varilne napake. Napake in diskontinuitete v območju zvara in toplote, ki so bile prej sprejemljive pri uporabi z nizko ogljičnim jeklom, lahko pri varjenih konstrukcijah AHSS povzročijo zavrnitve. Za varjenje AHSS je nujno izbrati vrhunski potrošni material za varjenje in optimizirati varilne postopke skupaj s programom zagotavljanja kakovosti.
Še posebej pomembno je, da pri varjenju HSLA (visoko trdna nizko zlitina) in AHSS (napredna jekla visoke trdnosti) skrbno pazimo na ujemanje elektrod, odvisno od posebnih zahtev in pogojev uporabe. Te aplikacije običajno manj odpuščajo pri varjenju napak.
„Ujemajoča se“ zvarna kovina ima najmanj določeni izkoristek in natezne trdnosti enake ali večje od najmanjših predpisanih trdnostnih lastnosti navadne kovine. V primeru prekomerne kovine zvara pa je osnovna kovina nadzorna spremenljivka. V tem primeru je pomembno preveriti zmogljivost navadne kovine. S tem zagotovimo, da ima povezava zahtevano trdnost. Pred končno izbiro se vedno posvetujte s svojim oblikovalcem, inženirjem varilnim postopkov in dobaviteljem elektrod.

Izbira prave varilne žice je pri varjenju izjemno pomembna.
Kako pomemben je učinek premera žice
Stalni premer žice je ključnega pomena za zagotovitev pravilnega pretoka toka od kontaktne konice do žice. Premajhna MIG varilna žica povzroča oblok med žico in notranjim premerom konice, kar razjeda konico. Prevelika žica povzroča prekomerno napajalno silo, zamašitev konice, zdrs in izpad žice.
Med izdelavo žice je treba paziti, da se izognemo nenadnim spremembam premera in odlitkov, kjer so konci žic medsebojno povezani s čelnimi zvari. Mesta za čelni zvar znotraj žične tuljave ali koluta lahko pogosto povzročijo pomembne razlike v premeru žice ali odlitke na manj kakovostnih žicah MIG. Sprememba premera žice skozi čas, tudi v območju specifikacij AWS – American welding society (2), lahko vpliva tudi na nanašanje zvara za kar osem odstotkov. Eden od načinov, kako lahko proizvajalci zagotovijo doslednost premera žice in povečajo kakovost vašega zvara, je, da 100-odstotno pregledajo žico z uporabo metod laserskega mikrometra.

Polnjena žica – ena od vrst varilnih žic.
MIG varilna žica in pomen kemijske sestave
Pomembno je izbrati žico s pravilno kemično sestavo. Zakaj? Pravilna kemična sestava omogoča bolj pravilno delovanje. Tako delovanje omogoča boljši in stabilnejši nadzor kakovosti.
AWS A5.01 priznava dve metodi analize in nadzora zlitin.
Prva in najpogostejša uporablja nadzor serije po toplotnem številu. Tipično potrjevanje toplote temelji na majhnem vzorcu, vzetem iz toplote staljenega jekla. Izhajajoč iz tega potrjevanje toplote kaže, da je kemična sestava toplote jekla v skladu s specifikacijami AWS za predvideno uporabo.
Med neprekinjenim ulivanjem jekla pride do ločevanja elementov v zajemalki od spodaj navzgor, ko oddaja toploto. Običajno bo konec toplote (vrh zajemalke) vseboval jeklo, v katerem so nakopičeni ostanki in elementi, ki ne kažejo na preostanek toplote. Ker je certificiranje toplote povprečje začetka, sredine in konca ogrevanja, obstaja verjetnost, da lahko material v toploti vsebuje jeklo, ki ne ustreza zahtevam AWS. Poleg tega se, ko se v mlinu topijo različni redi, lahko mešajo materiali z različno kemično sestavo. Ta prehodni material lahko včasih bistveno spremeni naravo jekla.
Druga metoda analize in nadzora zlitin je nadzorovana kemijska sestava. V tem primeru proizvajalec elektrod dvakrat preskusi vsako tuljavo vhodne palice (običajno 1.200 do 2.250 kilograma surove jeklene žice), preden jo začne proizvajati. Na ta način se lastnosti določenih jeklenih tuljav ujemajo z lastnostmi, ki so zaželene pri določenih elektrodah. Ta metoda v primerjavi z metodo toplotnega certificiranja omogoča dodatno skladnost kemijske sestave.
Vrsta embalaže je pomembnejša, kot si morda mislite
Glede na širok izbor pakiranja, ki je danes na voljo na trgu, je izbira prave embalaže za žico MIG pomemben dejavnik s stroškovnega vidika.
- Velika pakiranje v bobnih, kolutih ali škatlah, kamor lahko zapakirate več kot 100 kg žice, lahko na primer nudijo številne stroškovne prednosti.
- Poleg tega velika pakiranja omogočajo tudi (sploh v trgovinah) zmanjšanje števila menjav žičnih paketov na izmeno ali na teden.
- Po drugi strani pa velika pakiranja lahko za nekatere trgovine pomenijo povečanje stroškov zalog in manj površine za ostale izdelke. Tukaj naj bi veljalo nekakšno grobo pravilo – razmerje med ceno in zalogo je najboljše, če se paket izprazni in zamenja približno vsakih 30 do 45 dni.
- Pri preučevanju možnosti pakiranja si oglejte tudi prodajne pogoje. Medtem ko lahko eno podjetje vidi stroškovne prednosti z nakupom koluta v velikem pakiranju, lahko drugo podjetje s prašnimi in vlažnimi pogoji v trgovinah in / ali z omejenimi površinami izbere škatlo ali boben, ki ponuja popolno ohišje. Poleg tega ne pozabite, da je izpostavljena žica lahko nevarna. Iz varnostnih razlogov imajo tako nekatere trgovine raje zaprto embalažo. Medtem ko je odprt kolut lahko cenejši od bobna ali škatle, lahko premikajoči se deli prodajalca predstavljajo varnostno nevarnost. Poleg tega bo prodajalec potreboval stalno vzdrževanje – upoštevati je treba tudi druge dejavnike stroškov.
- Stroški odpadne embalaže so še ena skrb proizvajalcev. Če želite prihraniti še več, izberite kartonsko škatlo, ki jo je mogoče popolnoma reciklirati. Poleg tega bo uporaba takih škatel pripomogla k skladnosti podjetja z veljavnimi certifikati.
- Predmeti, kot so jermeni, olajšajo ravnanje z embalažo. Tudi lesena paleta pod embalažo omogoča udobno premikanje z viličarjem. Nasprotno pa lahko integrirane papirnate palete viličar lažje poškoduje. Na koncu torej izberite embalažo, ki ustreza vaši dejavnosti.

Velika pakiranja varilne žice so lahko izjemno ekonomična.
Preklop varjenja na MIG
Do sedaj smo razpravljali o tem, kako kar najbolje izkoristiti žico MIG oz. za katero se odločiti. Kaj pa, če proizvajalec trenutno uporablja palčno elektrodo, polnjeno žico, potopno obločno ali točkovno odporno varjenje? Ali lahko prehod na MIG prinese koristi pri teh vrstah uporabe? Kaj to pomeni za odsesovanje varilnega dima?
Vse od avtomobilskih delov do izdelanih konstrukcij, ladjedelništva, kovinskih zgradb in uporabe pločevine, je bilo v praksi veliko prehoda na žico MIG. Prednosti vključujejo predvsem varjenje brez žlindre z manj čiščenja. Poleg tega MIG varjenje zahteva nižje ravni spretnosti operaterja kot palica ali TIG.
Glede na opremo in postopke ima MIG možnost varjenja v vseh položajih, kar pomeni manj stroškov pritrditve ali pozicioniranja. Prav tako ima nižji dovod toplote, z izjemo MIG v načinu varjenja z brizgalnim oblokom. Druge prednosti vključujejo visok izkoristek elektrode, kar od 97 do 98 odstotkov.
Tudi trdna MIG varilna žica ima običajno boljšo namestitev žice kot jedra. Namestitev žice je sposobnost žice, da za natančno namestitev zvara vsakič zapusti kontaktno konico na istem mestu. To je lahko pomemben dejavnik, zlasti pri avtomatiziranih aplikacijah. Ko primerjate namestitev žice MIG v spoj, poiščite žico z enakomerno zasedbo kot dodatno pomoč za natančno namestitev žice.

Izberite žico, ki je cenovno ugodna, a kakovostna.
Zaključek
Če želite zmanjšati celotne stroške varjenja, bodite pozorni na ceno žice. Če kratkoročno prihranite nekaj centov, vas dolgoročno morda stane stotine evrov izgubljene produktivnosti. Pazite, da izberete pravo žico za določeno aplikacijo, zagotovite njeno kemično sestavo in izberite najboljšo možnost pakiranja za dejavnost, kjer bo uporabljena. Kakovostna MIG varilna žica je pomembna za vašo celotno bilanco stroškov. Izberite modro.
VIR (1): Lincoln Electric učni center
VIR (2): Ameriško združenje varilcev